راهنمای چاپگرهای رزینی سه بعدی SLA در مقابل DLP
در این مقاله به جزییات چاپگر SLA در مقابل DLP می پردازیم.
بسیاری از فرایندهای چاپ سه بعدی در بازار وجود دارد. آشنایی با تفاوت های ظریف هر کدام به شما کمک می کند تا مشخص کنید که از چاپ نهایی چه انتظاری دارید و در نهایت تصمیم بگیرید که کدام فناوری برای برنامه خاص شما مناسب است.
چاپ سه بعدی استریولیتوگرافی (SLA) و پردازش نور دیجیتال (DLP) دو روش رایج برای چاپ سه بعدی رزینی هستند. پرینترهای سه بعدی رزینی به دلیل تولید نمونه های اولیه و قطعات با دقت بالا، ایزوتروپ و ضد آب در طیف وسیعی از مواد پیشرفته با ویژگی های خوب و سطح صاف، محبوبیت زیادی دارند.
در حالی که این فناوری ها زمانی پیچیده و مقرون به صرفه بودند، امروزه پرینترهای سه بعدی SLA و DLP با ابعاد کوچک، قطعات با کیفیت صنعتی را با قیمت مناسب و با تنوع بی نظیر به لطف طیف وسیعی از مواد تولید می کنند.
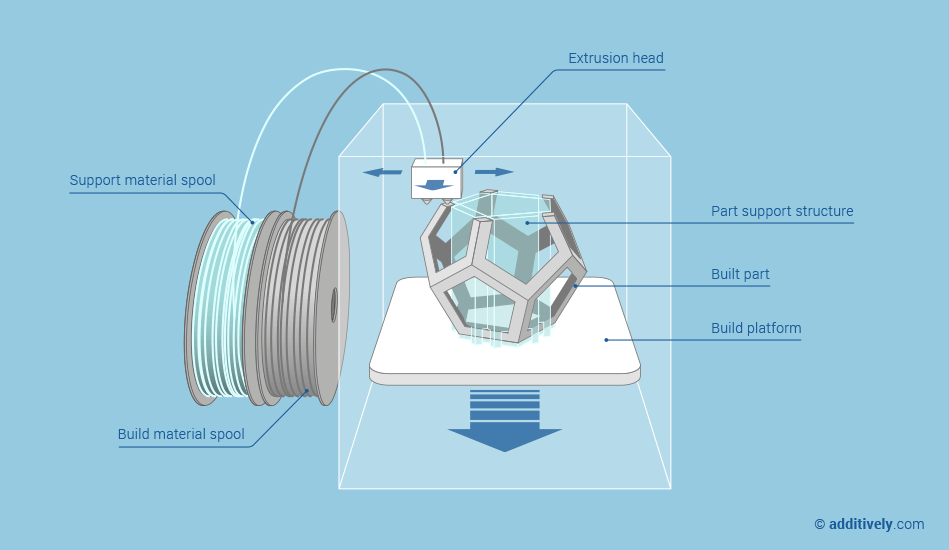
هر دو فرآیند با قرار دادن رزین مایع به صورت منبع انتخاب SLA یک لیزر، DLP یک پروژکتور، برای ایجاد لایه های جامد بسیار نازک از پلاستیک که برای ایجاد یک جسم جامد روی هم قرار می گیرند، کار می کنند. این دو فناوری در اصل بسیار مشابه هستند، اما می توانند خروجی های متفاوتی را به طور قابل توجهی تولید کنند.
در این مقاله، ما جزئیات دو فرایند چاپ سه بعدی رزین را بررسی کرده و ویژگیهای آنها از نظر وضوح، دقت، حجم ساخت، سرعت گردش کار و موارد دیگر را بررسی می کنیم.
پرینترهای سه بعدی رزینی (SLA) چگونه کار می کنند؟
پرینترهای سه بعدی SLA رومیزی حاوی مخزن رزینی با پایه شفاف و سطح نچسب هستند که به عنوان بستری برای پخت رزین مایع عمل می کند و باعث جدا شدن ملایم لایه های تازه تشکیل شده می شود.

فرایند چاپ با پایین آمدن سکوی ساخت به مخزن رزین شروع می شود و فضایی برابر با ارتفاع لایه در بین سکوی ساخت، یا آخرین لایه تکمیل شده و ته مخزن باقی می ماند. یک لیزر به دو گالوانومتر آینه اشاره می کند که نور را به مختصات صحیح در یک سری آینه ها هدایت می کند، نور را به سمت پایین از داخل مخزن متمرکز کرده و لایه ای از رزین را پخت می نماید.
سپس لایه سفت شده از ته مخزن جدا می شود و سکوی ساخت به سمت بالا حرکت می کند تا رزین تازه در زیر جریان یابد. این روند تا زمان چاپ کامل تکرار می شود.
فناوری استریولیتوگرافی کم نیروی (LFS) که توسط فرم 3 و فرم 3L استفاده می شود، مرحله بعدی در چاپ سه بعدی SLA است.
در چاپگرهای سه بعدی LFS، نوری در یک واحد پردازش نور (LPU) قرار دارد. در داخل LPU، یک گالوانومتر پرتو لیزر با چگالی بالا را در جهت Y قرار می دهد، آن را از طریق یک فیلتر فضایی عبور می دهد و آن را به یک آینه تاشو و آینه سهمی هدایت می کند تا به طور مداوم پرتو را عمود بر سطح ساختمان منتقل کرده و از تکرار دقیق اطمینان حاصل کند.
همانطور که LPU در جهت X حرکت می کند، قسمت چاپ شده به آرامی از قسمت انعطاف پذیر مخزن جدا می شود، که این امر نیروهای اعمال شده بر روی قطعات را در طول فرآیند چاپ به شدت کاهش می دهد.

چاپ سه بعدی LFS با استفاده از یک مخزن انعطاف پذیر و روشنایی خطی برای ارائه کیفیت فوق العاده و دقت چاپ، نیروهای وارد شده بر روی قطعات را به شدت کاهش می دهد.
این شکل پیشرفته سنگ استریوگرافی کیفیت سطح بسیار بالا و دقت چاپ را ارائه می دهد. نیروهای چاپ پایین همچنین اجازه می دهد تا ساختارهای ساپورت با لمس نور به آسانی از بین بروند و این فرآیند طیف وسیعی از امکانات را برای توسعه آینده مواد پیشرفته و آماده تولید، باز می کند.
پرینترهای سه بعدی DLP چگونه کار می کنند؟
درست مانند همتایان SLA خود، چاپگرهای DLP رومیزی در اطراف مخزن رزین با ته شفاف و یک پلت فرم ساختنی که به داخل مخزن رزین فرود می آید، به صورت لایه به لایه قطعات را برعکس ایجاد می کند.
تفاوت در منبع نور است.

نور بر روی دستگاه میکروآینه دیجیتال (DMD) منعکس می شود، یک ماسک پویا متشکل از آینه هایی با اندازه میکروسکوپی که در یک ماتریس روی یک تراشه نیمه هادی قرار گرفته اند. تعویض سریع این آینه های کوچک بین لنزها که نور را به سمت پایین مخزن هدایت می کند یا یک سینک حرارتی مختصاتی را که رزین مایع در لایه معین پخت می نماید، مشخص می کند.
از آنجا که پروژکتور یک صفحه دیجیتال است، تصویر هر لایه از پیکسل های مربعی تشکیل شده است. در نتیجه یک لایه سه بعدی از مکعب های کوچک مستطیلی به نام voxels تشکیل شده است.
SLA در مقابل DLP: مقایسه چاپگرهای رزینی سه بعدی
وضوح
وضوح تصویر بیشتر از سایر مقادیر در برگه های مشخصات چاپگر سه بعدی نشان داده می شود ، اما این نیز زمینه ای برای سردرگمی است. واحدهای اصلی فرایندهای SLA و DLP اشکال متفاوتی دارند و مقایسه ماشین های مختلف را تنها با مشخصات عددی دشوار می کند.
در چاپ سه بعدی، سه بعد را باید در نظر گرفت: دو بعد مسطح دو بعدی (X و Y) و سومین بعد عمودی Z که باعث چاپ سه بعدی می شود.
وضوح Z با ضخامت لایه ای که چاپگر سه بعدی می تواند تولید کند، تعریف می شود. چاپگرهای رزینی سه بعدی مانند SLA و DLP برخی از بهترین رزولوشن های Z- نازک ترین لایه ها – از کلیه مراحل چاپ سه بعدی را ارائه می دهند و کاربران به طور معمول می توانند طیف وسیعی از گزینه های ارتفاع لایه بین 25-300 میکرون را انتخاب کنند، که به طراحان اجازه می دهد بین جزئیات و سرعت، هر دو را به خوبی درک کنند.

در چاپ سه بعدی DLP، وضوح XY با اندازه پیکسل مشخص می شود، کوچکترین ویژگی که پروژکتور می تواند در یک لایه تکثیر کند. این بستگی به وضوح پروژکتور دارد که رایج ترین آن Full HD (1080p) و فاصله آن از پنجره نوری است. در نتیجه، اکثر چاپگرهای DLP سه بعدی رومیزی دارای اندازه XY ثابت، به طور کلی بین 35 تا 100 میکرون هستند.
برای چاپگرهای سه بعدی SLA، وضوح XY ترکیبی از اندازه نقطه لیزر و افزایش پرتو لیزر است. به عنوان مثال، پرینتر سه بعدی Form 3 LFS دارای یک لیزر با اندازه نقطه ای 85 میکرون است، اما به دلیل روند اسکن خط ثابت، لیزر می تواند با افزایش کوچکتر حرکت کند و چاپگر می تواند قطعات را با وضوح 25 میکرون XY به طور مداوم تحویل دهد.
با این حال، وضوح به خودی خود اغلب فقط یک معیار پوچ است. برخی از نشانه ها را ارائه می دهد ، اما لزوماً مستقیماً با دقت ، دقت و کیفیت چاپ ارتباط ندارد.
دقت و صحت
از آنجا که چاپ سه بعدی یک فرایند افزودنی است، هر لایه فرصتی برای عدم دقت ایجاد می کند و فرآیند تشکیل لایه ها بر سطح دقت تأثیر می گذارد، که به عنوان تکرارپذیری دقت هر لایه تعریف می شود. دقت به عوامل مختلفی بستگی دارد: فرایند چاپ سه بعدی، مواد، تنظیمات نرم افزار، پس از پردازش و موارد دیگر.
به طور کلی، هر دو پرینتر سه بعدی رزینی SLA و DLP جزو دقیق ترین فرایندهای چاپ سه بعدی هستند. تفاوت در دقت اغلب با تفاوت بین ماشین آلات توسط تولید کنندگان مختلف بهتر از تفاوت بین خود فناوری ها توضیح داده می شود.
به عنوان مثال، چاپگرهای SLA یا DLP سطح ابتدایی ممکن است از پروژکتورها، لیزرها یا گالوانومترهای خارج از قفسه استفاده کنند و سازندگان آنها سعی می کنند بهترین عملکرد ممکن را از این قطعات بدست آورند. پرینترهای سه بعدی حرفه ای SLA و DLP، دارای یک سیستم نوری سفارشی هستند که با مشخصات مورد نیاز برنامه های حرفه ای مشتریان مطابقت دارد.
دقت برای قطعاتی مانند آتل های دندانی (چپ) و راهنماهای جراحی (راست) بسیار مهم است.

کالیبراسیون نیز بسیار مهم است. با استفاده از پروژکتورهای DLP، تولیدکنندگان باید با توزیع غیر یکنواخت نور در صفحه ساخت برخورد کنند. به این معنی که اندازه پیکسل ها در وسط و لبه ها یکسان نیست. پرینترهای سه بعدی SLA از منبع نوری یکسانی برای هر قسمت از چاپ استفاده می کنند. این بدان معناست که از نظر تعریف یکنواخت است، اما هنوز برای تنظیم به کالیبراسیون گسترده نیاز دارند.
حتی یک چاپگر سه بعدی با بالاترین کیفیت قطعات و درجه کالیبراسیون می تواند نتایج بسیار متفاوتی را بسته به مواد تولید کند. رزین های مختلف برای انجام مطلوب به تنظیمات بهینه مواد نیاز دارند، که ممکن است برای مواد خارج از قفسه یا رزین هایی که به طور کامل با مدل چاپگر سه بعدی خاص آزمایش نشده اند، موجود نباشد.
ایجاد حجم
با چاپگرهای سه بعدی DLP، بین وضوح تصویر و حجم ساخت، یک مبادله مستقیم وجود دارد. وضوح تصویر بستگی به پروژکتور دارد که تعداد پیکسل ها/وکسل های موجود را مشخص می کند. اگر پروژکتور را به پنجره نوری نزدیک کنید، پیکسل ها کوچکتر می شوند، که وضوح را افزایش می دهد، اما محدوده ساخت در دسترس را محدود می کند.
برخی از تولیدکنندگان، چندین پروژکتور را در کنار یکدیگر قرار می دهند یا از پروژکتور 4K با وضوح بالا برای افزایش حجم ساخت استفاده می کنند. اما این منجر به هزینه های قابل ملاحظه ای می شود که اغلب، قیمت بالا این دستگاه ها را از بازار خارج می کند.
در نتیجه، چاپگرهای سه بعدی DLP به طور کلی برای موارد خاص استفاده بهینه شده اند. برخی دارای حجم ساخت کوچکتری هستند و وضوح بالایی برای تولید قطعات کوچک و با جزئیات مانند جواهرات ارائه می دهند، در حالی که برخی دیگر می توانند قطعات بزرگتر اما با وضوح پایین تر تولید کنند.
فرایند استریولیتوگرافی ذاتاً مقیاس پذیرتر است، زیرا حجم ساخت چاپگر SLA 3D کاملاً مستقل از وضوح چاپ است. یک چاپ واحد می تواند در هر اندازه در هر مکان در منطقه ساخت باشد. این امر باعث می شود تا قطعات بزرگ را با وضوح بالا یا دسته ای بزرگ از قطعات کوچک پرینت سه بعدی چاپ کنید تا با همان دستگاه کارایی را افزایش دهید.
مانع اصلی دیگر برای افزایش حجم ساخت در چاپگرهای سه بعدی SLA و DLP، نیروی لایه برداری است. هنگام چاپ قطعات بزرگتر، نیروهای جدا شده به قطعات به صورت نمایی افزایش می یابند، زیرا یک لایه سخت شده از مخزن جدا می شود.
پایان سطح
پرینترهای سه بعدی رزین SLA و DLP که هر دو به خاطر ایجاد قطعاتی با صاف ترین سطح تمام مراحل چاپ سه بعدی شناخته شده اند. وقتی تفاوت ها را توصیف می کنیم، در بیشتر موارد فقط در قطعات ریز یا مدل های بسیار دقیق قابل مشاهده است.
از آنجا که اشیاء در چاپ سه بعدی از لایه ها ساخته شده اند، چاپ های سه بعدی اغلب دارای خطوط لایه قابل مشاهده و افقی هستند. با این حال، از آنجا که DLP تصاویر را با استفاده از وکسل های مستطیلی ارائه می دهد، خطوط عمودی وکسل نیز وجود دارد.

چاپگرهای سه بعدی DLP تصاویر را با استفاده از وکسل های مستطیلی ارائه می دهند که باعث ایجاد خطوط عمودی وکسل می شود. در این تصویر، خطوط عمودی وکسل را که به طور طبیعی در سمت چپ ظاهر می شوند ، مشاهده کنید و سپس ترسیم کنید تا راحت تر در سمت راست مشخص شوند.
از آنجا که واحد مستطیل شکل است، وکسل ها همچنین بر لبه های خمیده تأثیر می گذارند. به ساخت یک شکل گرد از آجرهای LEGO فکر کنید. لبه ها به صورت پلکانی روی محور Z و صفحه X-Y ظاهر می شوند.

شکل مستطیلی وکسل ها باعث می شود لبه های منحنی پله ای به نظر برسند. حذف ظاهر خطوط وکسل و لایه نیاز به سنباده زنی دارد.
سرعت و توان
وقتی به سرعت چاپ سه بعدی فکر می کنید، مهم است که نه تنها سرعت چاپ خام، بلکه میزان کارایی را نیز در نظر بگیرید.
سرعت چاپ خام برای چاپگرهای سه بعدی رزین SLA و DLP به طور کلی قابل مقایسه است. از آنجایی که پروژکتور هر لایه را به طور همزمان نشان می دهد، سرعت چاپ سه بعدی DLP یکنواخت است و فقط به ارتفاع ساختار بستگی دارد، در حالی که، چاپگرهای سه بعدی SLA هر قسمت را با لیزر بیرون می کشند. به عنوان یک قاعده کلی، این امر باعث می شود که چاپگرهای SLA سه بعدی هنگام چاپ قطعات کوچک یا متوسط واحد قابل مقایسه یا سریعتر باشند، در حالی که چاپگرهای سه بعدی DLP سریعتر، چاپ های بزرگ و کاملاً متراکم انجام می دهند، یا با قطعات متعددی که مقدار زیادی از آنها را پر می کنند، سریعتر چاپ می شوند.
یک چاپگر سه بعدی DLP کوچک می تواند یک قطعه کوچک یا یک دسته (کوچک) از قطعات کوچکتر را سریع، با وضوح بالا چاپ کند، اما حجم ساخت اندازه قطعه و توان را محدود می کند. یک دستگاه متفاوت با حجم ساخت بیشتر می تواند قطعات بزرگتر یا دسته ای از قطعات کوچکتر را سریعتر، اما با وضوح پایین تر از SLA چاپ کند.
چاپگرهای سه بعدی SLA می توانند همه این گزینه ها را در یک دستگاه تولید کرده و به کاربر این آزادی را بدهند که تصمیم بگیرد آیا می خواهد برای وضوح، سرعت یا توان، بهینه سازی کند.
چاپگرهای سه بعدی SLA حجم ساخت بیشتری را ارائه می دهند و به کاربران این امکان را می دهند تا قطعات را دسته ای کرده و یک شبه برای افزایش توان چاپ کنند.
پرینترهای سه بعدی رزین مواد متنوعی را برای طیف وسیعی از کاربردها ارائه می دهند.
یکی از مهمترین مزایای چاپ سه بعدی رزینی، تنوع مواد است که امکان ایجاد قطعات را برای کاربردهای متنوع فراهم می کند. رزین ها می توانند طیف وسیعی از تنظیمات فرمول بندی را داشته باشند: مواد می توانند نرم یا سخت باشند، به شدت با مواد ثانویه مانند شیشه و سرامیک پر شده یا دارای خواص مکانیکی مانند دمای انحراف حرارت بالا یا مقاومت در برابر ضربه باشند.
قطعات چاپ شده با هر دو فناوری SLA و DLP پس از چاپ نیاز به پردازش دارند. ابتدا باید قطعات را در حلال شستشو دهید تا رزین اضافی حذف شود. برخی از مواد کاربردی مانند مهندسی یا قطعات سازگار با زیست نیز نیاز به پخت دارند.
پس از برطرف کردن تفاوت در فناوری و نتایج، امیدواریم انتخاب یک چاپگر سه بعدی رزینی که با جریان کار شما مطابقت بیشتری داشته باشد، بسیار آسان تر باشد.
شرکت برنا با هدف تولید، معرفی و ارتقاء پرینترهای سه بعدی به عنوان یک محصول استراتژیک در صنایع تولیدی و آموزشی کشور تاسیس شده است و تاکنون با طراحی، تولید و عرضه محصولات متنوع در این عرصه، توانسته است گام های مفیدی برای استفاده از قابلیت های فناوری پرینت سه بعدی و یا چاپ سه بعدی در صنایع مختلف کشور بردارد.